|
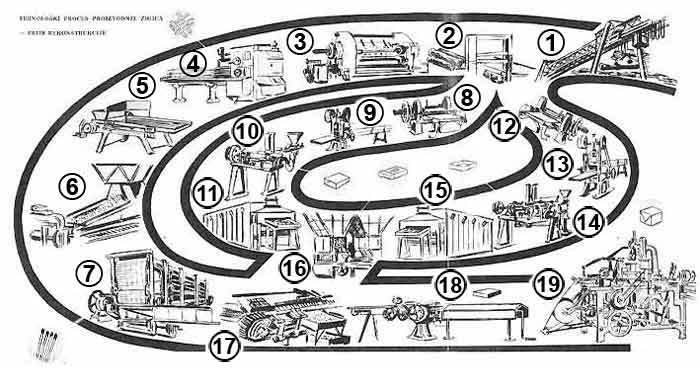
1. Conserved wood (Canadian white poplar) by sprinkling at storage area transferred by a portal crane to belt conveyors for further processing.
2. Machines to remove the bark and to cut to size right stems depending upon next production step requirement
3. About 60% of stems went to the veneer peeling machine
4. The straw-cutting machine cut and made right size match chips - some 100 000 000
daily. Then chips were impregnated to no-gleam chips to be dried afterwards
5. Subsequently dried chips had to be polished, cleaned and sifted for framing
6. Sifted chips had to be pressed into frames for the next manufacturing step
7. The frames with sifted in chips are fed automatically in the contraption where
the chip's head dip into a mixture of melted paraffin and burning chemical for
short moment. After that the chip is transformed in a match.
(One of the first automats used in the match factories and the capacity
depended heavily upon the number of installed machines)
8, 12. A certain number of stems (from machines shown at No.2)
are fed into the veneer
machines that peel thin splinters
for inner and outer match boxes respectively
9, 13. The thin veneer sheets were cut to suitable sizes for subsequent forming
of the inner and outer match boxes
10. An automatic device pastes paper strips over an outer match box
14. Another automatic device glues a cardboard floor to a formed inner match box
11, 15. Freshly glued inner and outer boxes had to be dried in the oven-like warm
chambers because the used starch paste contained a lot of water. This
process part hampered considerably the overall production capacity as it
required a lot of manual work.
16. The inner and outer little boxes transported by air-slides to be stacked and
piled up. Etiquettes were glued on the outer little boxes.
17. Subsequently boxes were stocked in appropriate frames and moved to filling
machines. In these machines the inner boxes were filled with the appropriate
type and number of matches. Afterwards the outer box was pushed over the
inner one thus completing the match-box making process.
18. At last the rubbing strip was glued and pressed onto outer boxes narrow sides
and left to dry. With this step ended the match-box manufacturing.
19. The ready match-boxes were filled into a packing machine producing small
packages containing 10 match-boxes each. Later these small packages were
hand-wrapped into larger packets containing a total of 2.000 match-boxes to
be ready for the export.
The production of matches depended upon the intensive manual labour prior to the major reconstruction that introduced even more automation after 1911. Prior to that there were installed: 6 automats forming match heads (pic 7), 26 automats to glue cardboard floors (pic 10), 15 automats to paste paper strips over outer match boxes (pic 14) and 16 automats to glue the etiquette on a ready match box (pic 16). On each of afore mentioned machines toiled two female workers and their task was rather laborious due to the machines working rhythm.
|
 Pages:
Pages: